

е…Қиҙ№иҺ·еҸ–ж–№жЎҲдёҺжҠҘд»·
е…Қиҙ№з”іиҜ·
в—Ҹ иҜ·жӯЈзЎ®иҫ“е…ҘжүӢжңәеҸ·ж–№дҫҝиҒ”зі»дҪв—Ҹ иҜ·ж”ҫеҝғеЎ«еҶҷпјҢжӮЁзҡ„йҡҗз§Ғе°Ҷиў«дёҘж јдҝқеҜҶ
в—Ҹ е®ўжңҚе°ҶеңЁ24е°Ҹж—¶д№ӢеҶ…дёҺжӮЁиҒ”зі»пјҒ
жңҖиҝ‘еҸ‘иЎЁ
еҠ еӣәд№Ӣ家е®ҳж–№еҫ®дҝЎ

жңҖж–°дё“йўҳ
иө„ж–ҷдёӢиҪҪ
еҠ еӣәж”»з•Ҙ
жҺЁиҚҗдә§е“Ғ


жңҖж–°иө„и®Ҝ
жўҒзІҳй’ўеҠ еӣәж–Ҫе·Ҙж–№жЎҲеҲҶдә«
еӣҫзүҮйҷ„件 еҸ‘иЎЁдәҺ 2017-06-03 00:20 жҹҘзңӢ 4980 еӣһеӨҚ 2
жўҒзІҳй’ўеҠ еӣәж–Ҫе·Ҙж–№жЎҲ
зӣ® еҪ•
дёҖгҖҒ ж–Ҫе·Ҙе·ҘиүәвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰ2
пјҲдёҖпјү жӨҚзӯӢй”ҡеӣәе·ҘзЁӢвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰ2
пјҲдәҢпјү зІҳиҙҙзўізәӨз»ҙе·ҘзЁӢвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰ6
пјҲдёүпјү зІҳй’ўй’ўе·ҘзЁӢвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰ8
дәҢгҖҒ е·ҘзЁӢиҙЁйҮҸдҝқиҜҒжҺӘж–ҪвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰ11
пјҲдёҖпјү иҙЁйҮҸдҝқиҜҒдҪ“зі»вҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰвҖҰ11
дёҖгҖҒ
ж–Ҫе·Ҙе·Ҙиүә
пјҲдёҖпјү жӨҚзӯӢе·ҘзЁӢ
1гҖҒ ж–Ҫе·ҘеҮҶеӨҮ
пјҲ1пјү жқҗж–ҷпјҡе»әзӯ‘з»“жһ„иғ¶з¬ҰеҗҲи®ҫи®ЎиҰҒжұӮ
пјҲ2пјү й”ҡж “пјҡз¬ҰеҗҲ规иҢғеҸҠи®ҫи®ЎиҰҒжұӮ
пјҲ3пјү дё»иҰҒжңәе…·пјҡдё“дёҡејҖеӯ”з”өй”ӨгҖҒжҜӣеҲ·гҖҒз©әеҺӢжңәзӯү
пјҲ4пјү дҪңдёҡжқЎд»¶пјҡ
зҶҹжӮүеӣҫзәёпјҡжҺҢжҸЎжӨҚзӯӢзҡ„йғЁдҪҚгҖҒж•°йҮҸгҖҒж·ұеәҰд»ҘеҸҠжӨҚзӯӢз”Ёиһәж “зҡ„зұ»еҲ«е’ҢеһӢеҸ·гҖӮжё…йҷӨйңҖжӨҚзӯӢжһ„件表йқўзҡ„з–Ҹжқҫж··еҮқеңҹйқўеұӮпјҢзӣҙиҮійңІеҮәз јз»“жһ„еұӮгҖӮжЈҖжҹҘжӨҚзӯӢиғ¶еҸҠиһәж “жҳҜеҗҰжңүеҮәеҺӮеҗҲж јиҜҒгҖҒжЈҖйӘҢжҠҘе‘ҠпјҢ并жҢү规е®ҡиҰҒжұӮе Ҷж”ҫгҖӮдё»иҰҒж–Ҫе·Ҙжңәе…·еҸҠжқҗж–ҷеҲ°еңәгҖӮ
2гҖҒ ж“ҚдҪңе·Ҙиүә
пјҲ1пјүе·ҘиүәжөҒзЁӢ
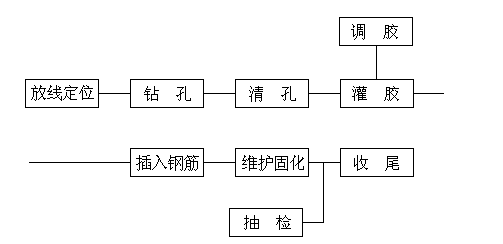
пјҲ2пјүж”ҫзәҝе®ҡдҪҚ
жӨҚзӯӢж–Ҫе·ҘеүҚеә”ж №жҚ®и®ҫи®ЎдҪҚзҪ®иҝӣиЎҢзІҫзЎ®ж”ҫзәҝпјҢе®ҡдҪҚж–Ҫе·ҘдҪҚзҪ®дёҖе®ҡиҰҒеҮҶзЎ®ж— иҜҜпјҢд»Ҙе…ҚжӨҚзӯӢдҪҚзҪ®дёҺи®ҫи®ЎдҪҚзҪ®дёҚз¬ҰйҖ жҲҗеҗҺеәҸж–Ҫе·Ҙеӣ°йҡҫгҖӮ
зЎ®е®ҡејҖеӯ”дҪҚзҪ®пјҢйҒҝе…ҚејҖеӯ”и®ҫеӨҮеҜ№еҺҹй’ўзӯӢйҖ жҲҗз ҙеқҸпјҢеҗҢж—¶йҒҝе…ҚеҸҚеӨҚејҖеӯ”йҖ жҲҗеҺҹж··еҮқеңҹеұҖйғЁз ҙеқҸгҖӮ
пјҲ3пјүй’»еӯ”
йҮҮз”Ёе–ңеҲ©еҫ—TE70дё“дёҡејҖеӯ”и®ҫеӨҮиҝӣиЎҢејҖеӯ”пјҢиҜҘи®ҫеӨҮй”ӨеҮ»йў‘зҺҮй«ҳпјҢзәҰ3800ж¬Ў/еҲҶй’ҹпјҢжҜҸж¬Ўй”ӨеҮ»еҠҹзҺҮе°ҸпјҢзәҰ3.2з„ҰиҖіпјҢиҝҷж ·еҜ№еҺҹж··еҮқеңҹз ҙеқҸжһҒе°ҸпјҢжңҖеӨ§йҷҗеәҰйҷҚдҪҺејҖеӯ”еҜ№еҺҹз»“жһ„дә§з”ҹзҡ„иҙҹйқўеҪұе“ҚпјҢз”ұдәҺй”ӨеҮ»йў‘зҺҮй«ҳпјҢеӣ жӯӨејҖеӯ”йҖҹеәҰд№ҹеҝ«гҖӮ
ејҖеӯ”ж—¶еә”е°ҪйҮҸдҝқиҜҒеӯ”зҡ„еһӮзӣҙеәҰпјҢеӯ”зҡ„ејҖеӯ”зәҝдёҺеһӮзӣҙзәҝеҖҫи§’еә”е°ҸдәҺ5ВәпјҢиҝҷж ·ж–№иғҪдҝқиҜҒжӨҚе…Ҙиһәж “еҸ—еҠӣиүҜеҘҪгҖӮ
пјҲ4пјү жё…еӯ”
жё…еӯ”йҮҮз”Ёз©әеҺӢжңәгҖҒжҜӣеҲ·иҝӣиЎҢжё…еӯ”гҖӮ
жҜӣеҲ·з”ЁдәҺжё…зҗҶеӯ”еЈҒзҒ°е°ҳпјҢи®©зҒ°е°ҳдёҺеӯ”еЈҒеҲҶзҰ»пјҢз©әеҺӢжңәжҠҠзҒ°е°ҳеҗ№еҮәеӯ”еӨ–пјҢдәҢиҖ…зӣёй…ҚеҘ—пјҢеҸҚеӨҚиӢҘе№Іж¬ЎпјҢзӣҙиҮіжҠҠеӯ”еҶ…зҒ°е°ҳжё…зҗҶе№ІеҮҖгҖӮ
пјҲ5пјү и°ғиғ¶гҖҒзҒҢиғ¶гҖҒжӨҚзӯӢ
е…ҲжҠҠжӨҚзӯӢиғ¶и°ғй…ҚеқҮеҢҖпјҢзӣҙиҮіе……еҲҶж··еҗҲпјҢ然еҗҺзҒҢиғ¶дәҺеӯ”еҶ…пјҢ并еңЁиһәж “жӨҚзӯӢйғЁдҪҚж¶Ӯиғ¶пјҢ然еҗҺжҸ’е…Ҙиһәж “дәҺеӯ”еҶ…пјҢжҸ’иһәж “ж—¶жіЁж„ҸйҖӮеҪ“ж—ӢиҪ¬е№¶жҺ’еҮәеӯ”еҶ…з©әж°”пјҢзӣҙиҮіеҲ°еӯ”еә•дҪҚзҪ®дёәжӯўгҖӮ
пјҲ6пјү з»ҙжҠӨеӣәеҢ–
еӣәеҢ–иҝҮзЁӢдёӯеҜ№жӨҚзӯӢе·ҘзЁӢеҫҲйҮҚиҰҒпјҢеңЁжӨҚзӯӢиғ¶еӣәеҢ–еүҚзҡ„д»»дҪ•жҢӘеҠЁгҖҒ滑移йғҪдјҡеҜ№й”ҡеӣәиҙЁйҮҸдә§з”ҹиҙҹйқўеҪұе“ҚпјҢеҪұе“Қй”ҡеӣәеҠӣгҖӮ
ж–Ҫе·Ҙж—¶еҜ№зҺ°еңәи®ҫдё“дәәзңӢе®ҲпјҢзЎ®дҝқе·ҘзЁӢиҙЁйҮҸгҖӮ
пјҲ7пјү жҠҪжЈҖ
жҠҪжЈҖеҜ№жӨҚзӯӢе·ҘзЁӢиҮіе…ійҮҚиҰҒпјҢеҸҠж—¶жҠҪжЈҖпјҢ并дҝқиҜҒжҜҸж №й’ўзӯӢеҸ—еҠӣеҖјиҫҫеҲ°и®ҫи®ЎиҰҒжұӮпјҢеҸҠж—¶жҺ’йҷӨејӮеёёжғ…еҶөпјҢеҜ№е·ҘзЁӢиҙЁйҮҸеҸҠе·ҘжңҹеқҮе…·жңүйҮҚеӨ§ж„Ҹд№үгҖӮ
пјҲ8пјү 收е°ҫ
з”ұдәҺеҺҹж··еҮқеңҹеҶ…еӯҳеңЁй’ўзӯӢз»қеӨ§еӨҡж•°жғ…еҶөдёӢдёҚиғҪз ҙеқҸпјҢеӣ жӯӨжӨҚзӯӢж–Ҫе·Ҙж—¶дёҚеҸҜйҒҝе…ҚдјҡеҮәзҺ°еәҹеӯ”пјҢжӨҚзӯӢж–Ҫе·ҘеҗҺеә”еҜ№иҝҷдәӣеәҹеӯ”з”Ёй«ҳејәж°ҙжіҘз ӮжөҶеЎ«е®һгҖӮ
пјҲ9пјү й’»еӯ”зӣҙеҫ„еҸҠжҠ—жӢүеҸ—еҠӣеҖј
дҫқгҖҠж··еҮқеңҹз»“жһ„еҠ еӣәи®ҫ计规иҢғгҖӢпјҲGB50367вҖ”2006пјүиЎЁ12.3.5规е®ҡиҝӣиЎҢпјҢе…·дҪ“и§ҒдёӢиЎЁпјҡ
й’ўзӯӢзӣҙеҫ„ пјҲmmпјү | ејҖеӯ”зӣҙеҫ„ пјҲmmпјү | еӯ” ж·ұ пјҲmmпјү | в…Ўзә§иһәзә№й’ў жҠ—жӢүеҠӣиҰҒжұӮ | в… зә§й’ў жҠ—жӢүеҠӣиҰҒжұӮ |
ПҶ10 | 12 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ25KN | вүҘ17KN |
ОҰ12 | 15 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ37KN | вүҘ24KN |
ОҰ14 | 18 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ52KN | вүҘ33KN |
ОҰ16 | 20 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ68KN | вүҘ43KN |
ОҰ18 | 22 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ87KN | вүҘ54KN |
ОҰ20 | 25 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ105KN | вүҘ66KN |
ОҰ22 | 28 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ125KN | вүҘ80KN |
ОҰ25 | 31 | дҫқи®ҫи®ЎеӣҫзәёеҸҠ规иҢғиҝӣиЎҢ | вүҘ158KN | вүҘ103KN |
3гҖҒ ж–Ҫе·Ҙдёӯеә”жіЁж„Ҹзҡ„й—®йўҳ
пјҲ1пјү й’»еӯ”дёӯиӢҘйҒҮй’ўзӯӢпјҢеңЁе…Ғи®ёиҢғеӣҙеҶ…еҸҜеҒҸ移пјҢиӢҘеҒҸ移иҫғеӨ§пјҢйЎ»з»Ҹи®ҫи®Ўж–№и®ӨеҸҜеҗҺпјҢж–№еҸҜиҝӣиЎҢгҖӮ
пјҲ2пјү жӨҚзӯӢеӯ”жҙһеҶ…еҝ…йЎ»жё…жҙ—е№ІеҮҖдё”дҝқжҢҒе№ІзҮҘгҖӮ
пјҲ3пјү и®ӨзңҹжЈҖжҹҘиғ¶зҡ„й…ҚжҜ”пјҢеҒҡеҘҪй…Қиғ¶и®°еҪ•гҖӮ
4гҖҒ иҙЁйҮҸи®°еҪ•
пјҲ1пјү з»“жһ„иғ¶еҮәеҺӮеҗҲж јиҜҒпјҢжЈҖжөӢжҠҘе‘Ҡ
пјҲ2пјү иһәж “иҙЁйҮҸиҜҒжҳҺд№ҰжҲ–жЈҖжөӢжҠҘе‘Ҡ
пјҲ3пјү и®ҫи®ЎеҸҳжӣҙеҸҠжҠҖжңҜеӨ„зҗҶжҙҪе•Ҷи®°еҪ•
пјҲ4пјү йҡҗи”Ҫе·ҘзЁӢйӘҢ收记еҪ•
пјҲ5пјү еҲҶйЎ№е·ҘзЁӢиҜ„е®ҡиЎЁ
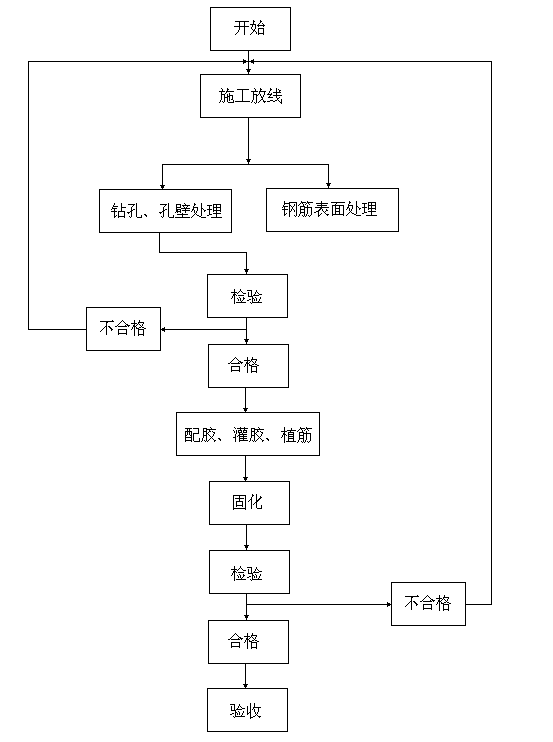
пјҲ6пјү жӨҚзӯӢжҺ§еҲ¶жөҒзЁӢеӣҫ
5гҖҒ жӨҚзӯӢжҺ§еҲ¶жөҒзЁӢеӣҫ
пјҲдәҢпјү зІҳзўізәӨз»ҙе·ҘзЁӢ
1гҖҒ е·ҘиүәжөҒзЁӢ

2гҖҒ ж–Ҫе·ҘеҮҶеӨҮ
ж №жҚ®ж–Ҫе·ҘзҺ°еңәе’Ңиў«еҠ еӣәжһ„件混еҮқеңҹзҡ„е®һйҷ…жғ…еҶөпјҢдҫқеӣҫиҝӣиЎҢзІҳиҙҙж”ҫзәҝе®ҡдҪҚпјҢеҮәзҺ°и®ҫи®ЎеӣҫдёҺзҺ°еңәе®һйҷ…дёҚз¬Ұзҡ„жғ…еҶөйңҖеҸҠж—¶еҸҚжҳ гҖӮеҜ№жүҖдҪҝз”Ёзҡ„зўізәӨз»ҙзүҮжқҗгҖҒй…ҚеҘ—ж ‘и„ӮгҖҒжңәе…·зӯүеҒҡж–Ҫе·ҘеүҚзҡ„еҮҶеӨҮе·ҘдҪңгҖӮ
3гҖҒ з јиЎЁйқўеӨ„зҗҶ
жё…йҷӨиў«еҠ еӣәжһ„件表йқўзҡ„еүҘиҗҪгҖҒз–ҸжқҫгҖҒиңӮзӘқгҖҒи…җиҡҖзӯүеҠЈеҢ–ж··еҮқеңҹпјҢйңІеҮәж··еҮқеңҹз»“жһ„еұӮпјҢ并用дҝ®еӨҚжқҗж–ҷе°ҶиЎЁйқўдҝ®еӨҚе№іж•ҙгҖӮ
иў«зІҳиҙҙзҡ„ж··еҮқеңҹиЎЁйқўеә”жү“зЈЁе№іж•ҙпјҢйҷӨеҺ»иЎЁеұӮжө®жөҶгҖҒжІ№жұЎзӯүжқӮиҙЁпјҢзӣҙиҮіе®Ңе…ЁйңІеҮәж··еҮқеңҹз»“жһ„ж–°йқўгҖӮиҪ¬и§’зІҳиҙҙеӨ„еә”иҝӣиЎҢеҜји§’еӨ„зҗҶ并жү“зЈЁжҲҗеңҶеј§зҠ¶пјҢеңҶеј§еҚҠеҫ„дёҚеә”е°ҸдәҺ20mmгҖӮ
ж··еҮқеңҹиЎЁйқўеә”жё…зҗҶе№ІеҮҖ并дҝқжҢҒе№ІзҮҘгҖӮ
4гҖҒ ж¶ӮеҲ·еә•иғ¶
жҢүдә§е“Ғз”ҹдә§еҺӮжҸҗдҫӣзҡ„е·Ҙиүә规е®ҡй…ҚеҲ¶еә•еұӮж ‘и„ӮгҖӮ
йҮҮз”Ёж»ҡзӯ’еҲ·е°Ҷеә•еұӮж ‘и„ӮеқҮеҢҖж¶ӮжҠ№дәҺж··еҮқеңҹиЎЁйқўгҖӮе®ңеңЁеә•еұӮж ‘и„ӮиЎЁйқўжҢҮи§Ұе№ІзҮҘеҗҺпјҢе°Ҫеҝ«иҝӣиЎҢдёӢдёҖе·ҘеәҸзҡ„ж–Ҫе·ҘгҖӮ
5гҖҒ жүҫе№іеӨ„зҗҶ
жҢүдә§е“Ғз”ҹдә§еҺӮжҸҗдҫӣзҡ„е·Ҙиүә规е®ҡй…ҚеҲ¶жүҫе№іжқҗж–ҷгҖӮ
еҜ№ж··еҮқеңҹиЎЁйқўеҮ№йҷ·йғЁдҪҚз”Ёжүҫе№іжқҗж–ҷеЎ«иЎҘе№іж•ҙпјҢдёҚеә”жңүжЈұи§’гҖӮ
иҪ¬и§’еӨ„еә”йҮҮз”Ёжүҫе№іжқҗж–ҷдҝ®зҗҶжҲҗе…үж»‘зҡ„еңҶеј§пјҢеҚҠеҫ„дёҚеә”е°ҸдәҺ20mmгҖӮ
еңЁжүҫе№іжқҗж–ҷиЎЁйқўжҢҮи§Ұе№ІзҮҘеҗҺпјҢе°Ҫеҝ«иҝӣиЎҢдёӢдёҖе·ҘеәҸзҡ„ж–Ҫе·ҘгҖӮ
6гҖҒ зІҳиҙҙзўізәӨз»ҙ
жҢүи®ҫи®ЎиҰҒжұӮзҡ„е°әеҜёиЈҒеүӘзўізәӨз»ҙеёғгҖӮ
е°Ҷдә§е“Ғз”ҹдә§еҺӮжҸҗдҫӣзҡ„е·Ҙиүә规е®ҡй…ҚеҲ¶жөёжёҚж ‘и„ӮпјҢ并еқҮеҢҖж¶ӮжҠ№дәҺзІҳиҙҙйғЁдҪҚгҖӮ
жҢүзўізәӨз»ҙеёғз”ЁжүӢиҪ»еҺӢиҙҙдәҺйңҖзІҳиҙҙзҡ„дҪҚзҪ®пјҢйҮҮз”Ёдё“з”Ёзҡ„ж»ҡзӯ’ж»ҡеҺӢж—¶дёҚеҫ—жҚҹдјӨзўізәӨз»ҙеёғгҖӮ
7гҖҒ еӣәеҢ–еҸҠз»ҙжҠӨ
еӣәеҢ–иҝҮзЁӢеҜ№зўізәӨз»ҙзІҳиҙҙиҮіе…ійҮҚиҰҒпјҢеңЁзўізәӨиғ¶жңӘе®Ңе…ЁеӣәеҢ–д№ӢеүҚпјҢд»»дҪ•жҢӘеҠЁгҖҒж•ІеҮ»йғҪе°ҶдҪҝзІҳиҙҙзўізәӨз»ҙеӨұиҙҘгҖӮеӣәеҢ–ж—¶жҙҫдё“дәәзӣҜе®ҲпјҢжЈҖжҹҘзўізәӨз»ҙзҡ„зІҳиҙҙжғ…еҶө并еҸҠж—¶еӨ„зҗҶгҖӮ
пјҲдёүпјү зІҳй’ўе·ҘзЁӢ
1гҖҒ йҖӮз”ЁиҢғеӣҙпјҡиЎҘејәеҠ еӣәгҖӮ
2гҖҒ ж–Ҫе·ҘеҮҶеӨҮ
пјҲ1пјү дё»иҰҒжқҗж–ҷпјҡQ235Bй’ўжқҝпјҢзІҳй’ўиғ¶
пјҲ2пјү дё»иҰҒжңәе…·пјҡз”өз„ҠжңәпјҢзӯүзҰ»еӯҗеҲҮеүІжңәпјҢеҗ№йЈҺжңәпјҢи§’зЈЁжңәзӯүгҖӮ
пјҲ3пјү дҪңдёҡжқЎд»¶пјҡзҶҹжӮүеӣҫзәёпјҢеҜ№еҠ еӣәж–Ҫе·ҘеӣҫгҖҒиҠӮзӮ№еӨ§ж ·еӣҫиҝӣиЎҢе…ЁйқўдәҶи§ЈеҸҠзҶҹжӮүгҖӮж №жҚ®еҠ еӣәз»“жһ„зү№зӮ№е’Ңж–Ҫе·Ҙе·ҘиүәиҰҒжұӮпјҢз»“еҗҲзҺ°еңәе®һйҷ…жқЎд»¶пјҢи®ӨзңҹеҒҡеҘҪзІҳй’ўе·ҘзЁӢзҡ„ж–Ҫе·Ҙж–№жЎҲгҖӮ并еҜ№ж–Ҫе·Ҙдәәе‘ҳиҝӣиЎҢе®үе…ЁгҖҒиҙЁйҮҸгҖҒжҠҖжңҜдәӨеә•гҖӮдё»иҰҒж–Ҫе·Ҙжңәе…·еҸҠжқҗж–ҷеә”еҲ°еңәгҖӮ
3гҖҒ ж“ҚдҪңе·Ҙиүә
пјҲ1пјү е·ҘиүәжөҒзЁӢпјҡ

з ј/й’ўжқҝиЎЁйқўеӨ„зҗҶпјҡеҢ…жӢ¬еҺҹз»“жһ„иҙҙеҗҲйқўеӨ„зҗҶеҸҠй’ўжқҝиҙҙеҗҲйқўеӨ„зҗҶпјҢиҙҙеҗҲйқўеӨ„зҗҶжҳҜе…ій”®зҡ„е·ҘеәҸпјҢеә”и®ӨзңҹиҝӣиЎҢгҖӮ
еҺҹз»“жһ„иҙҙеҗҲеӨ„зҗҶпјҡе…Ҳз”Ёз”өеҮҝеҮҝйҷӨеҺҹз»“жһ„еӨ„иЎЁйқўз–Ҹжқҫж··еҮқеңҹйқўеұӮпјҢ然еҗҺз”Ёй’ўдёқе°ҶиЎЁйқўжқҫж•Јжө®жёЈеҲ·еҺ»е№¶з”Ёеҗ№йЈҺжңәеҗ№еҺ»иЎЁйқўзҒ°е°ҳпјҢеҰӮеҺҹз»“жһ„еҮ№еҮёдёҚе№іеә”еҶҚз”Ёдҝ®иЎҘж–ҷиҝӣиЎҢдҝ®иЎҘгҖӮеҰӮиЎЁйқўж№ҝеәҰиҫғеӨ§пјҢйҷӨдёҠиҝ°иҰҒжұӮеӨ–пјҢе°ҡйЎ»иҝӣиЎҢдәәе·Ҙе№ІзҮҘеӨ„зҗҶгҖӮ
й’ўжқҝиҙҙеҗҲйқўеӨ„зҗҶпјҡз”Ёи§’зЈЁжңәжү“зЈЁпјҢзӣҙеҲ°йңІеҮәйҮ‘еұһе…үжіҪгҖӮжү“зЈЁзІ—зіҷеәҰи¶ҠеӨ§и¶ҠеҘҪпјҢжү“зЈЁзә№и·ҜдёҺеҸ—еҠӣж–№еҗ‘еһӮзӣҙпјҢзІҳиҙҙеүҚж“ҰиҜ•е№ІеҮҖгҖӮ
пјҲ1пјү еҲ’зәҝе®ҡдҪҚпјҡж №жҚ®еҠ еӣәж–Ҫе·ҘеӣҫпјҢеҮҶзЎ®ең°еңЁж··еҮқеңҹиЎЁйқўеҲ’еҮәзІҳиҙҙйғЁдҪҚиҪ®е»“еҸҠе®ҡеҮәе®ҡдҪҚиһәж “дҪҚзҪ®гҖӮ
пјҲ2пјү ж¶Ӯиғ¶еҸҠй”ҡеӣәпјҡе°ҶзІҳй’ўиғ¶ж¶ӮдәҺй’ўжқҝеҺҡеәҰ3-4mmж”ҫеңЁйңҖиҰҒзІҳиҙҙеӨ„пјҢ然еҗҺз”ЁиҶЁиғҖиһәж “еҠ дәҺй”ҡеӣәгҖӮ
пјҲ3пјү еӣәеҢ–жЈҖжөӢпјҡеӣәеҢ–иҝҮзЁӢеҜ№дәҺзІҳеҢ…й’ўиҮіе…ійҮҚиҰҒпјҢж №жҚ®зІҳй’ўиғ¶дә§е“Ғзҡ„еӣәеҢ–ж—¶й—ҙеҶіе®ҡйңҖе…»жҠӨзҡ„ж—¶й—ҙпјҢеңЁжӯӨжңҹй—ҙдёҘзҰҒжҢӘеҠЁгҖҒйҮҚеҮ»гҖӮ
жЈҖжөӢдё»иҰҒйҮҮз”Ёйқһз ҙжҚҹжЈҖжөӢпјҢз”Ёе°Ҹй”ӨиҪ»еҮ»й’ўжқҝжҲ–и§’й’ўеһӢй’ўеҲӨж–ӯиҜҘйғЁдҪҚзҡ„зІҳз»“жғ…еҶөпјҢе…¶жңүж•ҲзІҳз»“йқўз§Ҝеҝ…йЎ»з¬ҰеҗҲзӣёе…іи§„иҢғзҡ„йӘҢ收иҰҒжұӮпјҢеҰӮжңүз©әйҡҷеә”еңЁй’ўжқҝдёҠй’»еӯ”иҝӣиЎҢиЎҘзҒҢиғ¶гҖӮ
4гҖҒ ж–Ҫе·Ҙдёӯеә”жіЁж„Ҹзҡ„й—®йўҳ
пјҲ1пјү йңҖзІҳиғ¶зҡ„й’ўжқҝеҶ…иЎЁйқўеҸҠз јиЎЁйқўйЎ»и®Өзңҹжү“磨并еҒҡеҘҪйҡҗи”ҪйӘҢ收记еҪ•гҖӮ
пјҲ2пјү й…Қиғ¶еҸҠжіЁиғ¶еҝ…须委жҙҫжңҖдё“дёҡзҡ„дәәе‘ҳиҝӣиЎҢгҖӮ
пјҲ3пјү еӣәеҢ–жңҹй—ҙдёҚеҫ—еҜ№й’ўжқҝжңүд»»дҪ•жү°еҠЁгҖӮ
пјҲ4пјү дёҘзҰҒеңЁе·Іе®ҢжҲҗзІҳиғ¶зҡ„й’ўжһ„件表йқўж–Ҫз„ҠгҖӮ
5гҖҒ иҙЁйҮҸи®°еҪ•
пјҲ1пјү зІҳз»“еүӮзҡ„еҮәеҺӮеҗҲж јиҜҒгҖҒжЈҖжөӢжҠҘе‘ҠгҖӮ
пјҲ2пјү и®ҫи®ЎеҸҳжӣҙеҸҠжҠҖжңҜеӨ„зҗҶжҙҪе•Ҷи®°еҪ•гҖӮ
пјҲ3пјү йҡҗи”Ҫе·ҘзЁӢйӘҢ收记еҪ•гҖӮ
пјҲ4пјү еҲҶйЎ№е·ҘзЁӢиҜ„е®ҡиЎЁгҖӮ
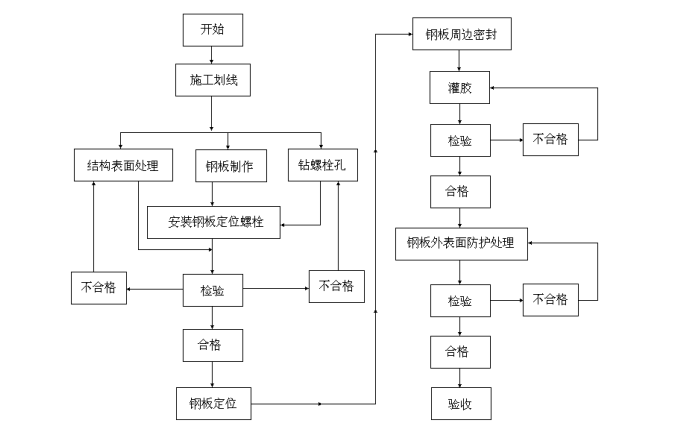
зІҳй’ўжҺ§еҲ¶жөҒзЁӢеӣҫ
дәҢгҖҒ е·ҘзЁӢиҙЁйҮҸдҝқиҜҒжҺӘж–Ҫ
пјҲдёҖпјү иҙЁйҮҸдҝқиҜҒдҪ“зі»
1гҖҒ и®ӨзңҹиҙҜеҪ»GB/T19001вҖ”2000вҖ”вҖ”ISO9001пјҡ2000иҙЁйҮҸдҝқиҜҒдҪ“зі»
й’ҲеҜ№жң¬е·ҘзЁӢзҡ„иҙЁйҮҸзӣ®ж ҮпјҢжҲ‘们委жҙҫе…·жңүеҗҢзұ»е·ҘзЁӢзҡ„ж–Ҫе·Ҙз»ҸйӘҢзҡ„й«ҳзҙ иҙЁзҡ„йЎ№зӣ®з®ЎзҗҶе’ҢиҙЁйҮҸз®ЎзҗҶдәәе‘ҳз»„жҲҗе·ҘзЁӢйЎ№зӣ®з®ЎзҗҶзҸӯеӯҗпјҢйЎ№зӣ®з»ҸзҗҶйғЁеңЁжҖ»йғЁзҡ„ж”ҜжҢҒе’Ңзӣ‘жҺ§дёӢпјҢе……еҲҶеҸ‘жҢҘдјҒдёҡзҡ„ж•ҙдҪ“дјҳеҠҝе’Ңдё“дёҡеҢ–ж–Ҫе·ҘдҝқйҡңпјҢжҢүз…§дјҒдёҡжҲҗзҶҹзҡ„йЎ№зӣ®з®ЎзҗҶжЁЎејҸпјҢдёҘж јжҢүз…§GB/T19001вҖ”2000вҖ”вҖ”ISO9001пјҡ2000жЁЎејҸж ҮеҮҶе»әз«Ӣзҡ„иҙЁйҮҸдҝқиҜҒдҪ“зі»жқҘеҠЁдҪңпјҢд»Ҙдё“дёҡз®ЎзҗҶе’Ңи®Ўз®—жңәз®ЎзҗҶзӣёз»“еҗҲзҡ„科еӯҰеҢ–з®ЎзҗҶдҪ“еҲ¶пјҢе…ЁйқўжҺЁиЎҢдәҶ科еӯҰеҢ–гҖҒж ҮеҮҶеҢ–гҖҒзЁӢеәҸеҢ–гҖҒеҲ¶еәҰеҢ–з®ЎзҗҶпјҢд»ҘдёҖжөҒзҡ„з®ЎзҗҶгҖҒдёҖжөҒзҡ„жҠҖжңҜгҖҒдёҖжөҒзҡ„ж–Ҫе·Ҙе’ҢдёҖжөҒзҡ„жңҚеҠЎд»ҘеҸҠдёҘи°Ёзҡ„е·ҘдҪңдҪңйЈҺпјҢзІҫеҝғз»„з»ҮпјҢзІҫеҝғж–Ҫе·ҘпјҢеұҘиЎҢеҜ№дёҡдё»зҡ„жүҝиҜәпјҢе®һзҺ°дёҠиҝ°иҙЁйҮҸзӣ®ж ҮгҖӮ
2гҖҒ иҙЁйҮҸжҺ§еҲ¶е’ҢдҝқиҜҒзҡ„жҢҮеҜјеҺҹеҲҷ
пјҲ1пјү йҰ–е…Ҳе»әз«Ӣе®Ңе–„зҡ„иҙЁйҮҸдҝқиҜҒдҪ“зі»пјҢй…ҚеӨҮй«ҳзҙ иҙЁзҡ„йЎ№зӣ®з®ЎзҗҶе’ҢиҙЁйҮҸз®ЎзҗҶдәәе‘ҳпјҢејәеҢ–вҖңйЎ№зӣ®з®ЎзҗҶпјҢд»Ҙдәәдёәжң¬вҖқгҖӮ
пјҲ2пјү дёҘж јиҝҮзЁӢжҺ§еҲ¶е’ҢзЁӢеәҸжҺ§еҲ¶пјҢејҖеұ•е…ЁйқўиҙЁйҮҸз®ЎзҗҶпјҢж ‘з«ӢеҲӣвҖңиҝҮзЁӢзІҫе“ҒвҖқгҖҒвҖңдёҡдё»ж»Ўж„ҸвҖқзҡ„иҙЁйҮҸж„ҸиҜҶпјҢдҪҝиҜҘе·ҘзЁӢжҲҗдёәжҲ‘е…¬еҸёе…·жңүд»ЈиЎЁжҖ§зҡ„дјҳиҙЁе·ҘзЁӢгҖӮ
пјҲ3пјү еҲ¶е®ҡиҙЁйҮҸзӣ®ж ҮпјҢе°Ҷзӣ®ж ҮеұӮеұӮеҲҶи§ЈпјҢиҙЁйҮҸиҙЈд»»гҖҒжқғеҠӣеҪ»еә•иҗҪе®һеҲ°дҪҚпјҢдёҘж јеҘ–зҪҡеҲ¶еәҰгҖӮ
пјҲ4пјү е»әз«ӢдёҘж јиҖҢе®һз”Ёзҡ„иҙЁйҮҸз®ЎзҗҶе’ҢжҺ§еҲ¶еҠһжі•гҖҒе®һж–Ҫз»ҶеҲҷпјҢеңЁе·ҘзЁӢйЎ№зӣ®дёҠеқҡеҶіиҙҜеҪ»жү§иЎҢгҖӮ
пјҲ5пјү дёҘж јж ·жқҝеҲ¶гҖҒдёүжЈҖеҲ¶гҖҒе·ҘеәҸдәӨжҺҘеҲ¶еәҰе’ҢиҙЁйҮҸжЈҖжҹҘе’Ңе®Ўжү№зӯүеҲ¶еәҰгҖӮ
пјҲ6пјү е№ҝжіӣж·ұе…ҘејҖеұ•иҙЁйҮҸиҒҢиғҪеҲҶжһҗгҖҒиҙЁйҮҸи®ІиҜ„пјҢеӨ§еҠӣжҺЁиЎҢвҖңдёҖжЎҲдёүе·ҘеәҸвҖқз®ЎзҗҶжҺӘж–ҪеҚівҖңиҙЁйҮҸи®ҫи®Ўж–№жЎҲгҖҒзӣ‘еҜҹдёҠе·ҘеәҸгҖҒдҝқиҜҒжң¬е·ҘеәҸгҖҒжңҚеҠЎдёӢе·ҘеәҸвҖқгҖӮ
пјҲ7пјү еҲ©з”Ёи®Ўз®—жңәжҠҖжңҜзӯүе…Ҳиҝӣзҡ„з®ЎзҗҶжүӢж®өиҝӣиЎҢйЎ№зӣ®з®ЎзҗҶе’ҢиҙЁйҮҸз®ЎзҗҶе’ҢжҺ§еҲ¶пјҢејәеҢ–иҙЁйҮҸжЈҖжөӢе’ҢйӘҢ收系з»ҹпјҢеҠ ејәиҙЁйҮҸз®ЎзҗҶзҡ„еҹәзЎҖжҖ§е·ҘдҪңгҖӮ
пјҲ8пјү дёҘжҠҠжқҗж–ҷпјҲеҢ…жӢ¬еҺҹжқҗж–ҷгҖҒжҲҗе“Ғе’ҢеҚҠжҲҗе“ҒпјүпјҢи®ҫеӨҮзҡ„еҮәеҺӮиҙЁйҮҸе’ҢиҝӣеңәиҙЁйҮҸе…ігҖӮ



